The Chairman
Well-Known Member
- Joined
- Aug 9, 2018
- Threads
- 7
- Messages
- 171
I will admit it: I abuse my Hustler. I go places I should take a Bush Hog through first. But I don't have a bushhog: I have a Hustler Raptor SD with a 60" deck. She was one of the first purchases when I bought this 10.82 acre plot about 2.5 years ago. The weeds were a bit over my head for over half, and a lot of it was scrub oak, Hercules Clud and vines over a third of it. Very little of it was actual lawn, and I've just kept pushing back on it all so that now it looks awesome.
Mid point last season, I successfully removed the inner baffles on a hidden stump and cracked the deck aft of the chute. Of course, I'm always chasing noisy bearings on this unit. However, instead of having to replace the bearings on the blade towers, I had to replace the three idler pulleys. I think this was the first time on them, and one was really noisy. So I changed them all out and welded the cracks. Of course, it wouldn't be a normal day, if everything went smoothly. As I was checking out my equipment, I realized that I had a leak on the acetylene side. I traced that to the hose connection on the torch which was easy enough to correct. I still have a tiny leak, but it's too cold to play in the water. I'll wait for a warmer day to track that down. As it sits, it takes almost 3 hours to leak down. Since I'm using oxy/acetylene rather than a MIG, I'm taking care to get good penetration. The way I had the deck propped up, the edge was really easy to weld and the bead looks great. The break just aft of the chute was tough because a) it was vertical and b) there were two different thicknesses involved. Yeah, it's a bit gloppy, but the hammer test rings solid.

 [/clear]
[/clear]
I even took time to put a basket on my welding cart and widen the wheel base by four inches. The increased stability is awesome and she even rolls better. I had put garden wheels on this cheap handcart ten years ago, and had a narrow ramp it had to negotiate. I don't live there any more, so now it's easy to drag where ever I need it.

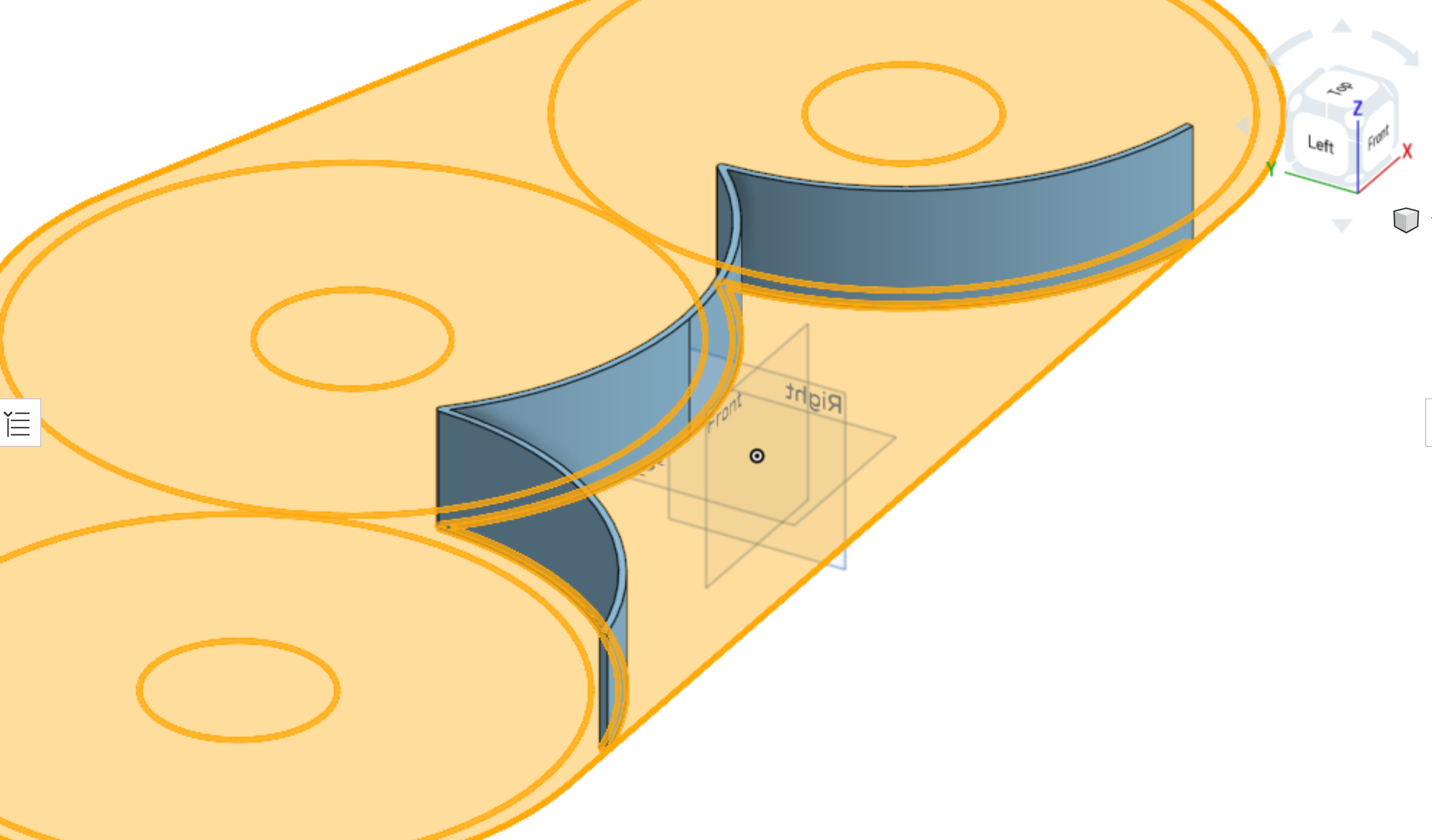
Now, the next part of this restoration is to replace the baffles under the deck, so all the grass will go out of the side chute. I took semi-careful measurements of the deck and spent some time on OnShape.com to come up with this: https://cad.onshape.com/documents/d...17b6da05e87670d4e9/e/ec744af2b9fcfae041464a3f Feel free to use this, if you find it useful. Now, I just need to fabricate it. It's going to be 11 gauge (1/8") by 4" steel. I can do this one of three ways. One single piece Two mirror images, or three arcs. Have a way to make the acute bends, if I can get a long piece arced. Any way, here's the CAD rendering of what I'm trying to do...
Mid point last season, I successfully removed the inner baffles on a hidden stump and cracked the deck aft of the chute. Of course, I'm always chasing noisy bearings on this unit. However, instead of having to replace the bearings on the blade towers, I had to replace the three idler pulleys. I think this was the first time on them, and one was really noisy. So I changed them all out and welded the cracks. Of course, it wouldn't be a normal day, if everything went smoothly. As I was checking out my equipment, I realized that I had a leak on the acetylene side. I traced that to the hose connection on the torch which was easy enough to correct. I still have a tiny leak, but it's too cold to play in the water. I'll wait for a warmer day to track that down. As it sits, it takes almost 3 hours to leak down. Since I'm using oxy/acetylene rather than a MIG, I'm taking care to get good penetration. The way I had the deck propped up, the edge was really easy to weld and the bead looks great. The break just aft of the chute was tough because a) it was vertical and b) there were two different thicknesses involved. Yeah, it's a bit gloppy, but the hammer test rings solid.
Last edited: